联系人:黄亚明
电话:13903267250
QQ:812701437
地址:河北省廊坊市霸州市康仙庄乡薛各庄村

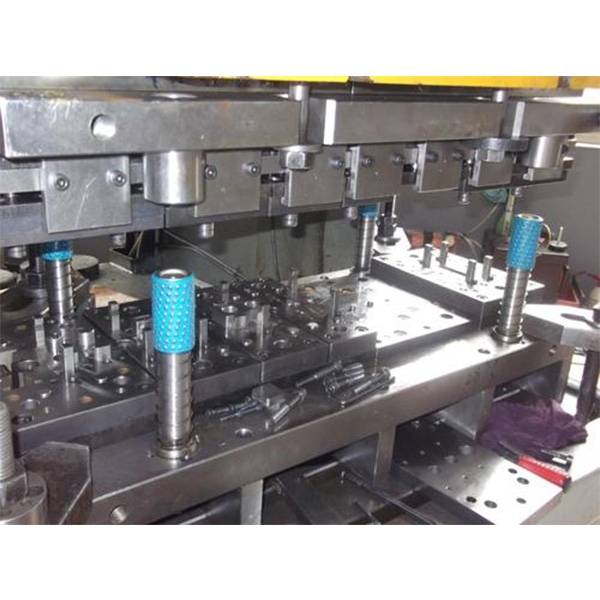
在五金冲压模具加工时崩裂主要的原因
下料:生产制造前无退磁液,无下料尖;生产制造中有断针、断弹簧等卡料;组装模具时没有漏料,或者常见的是卷料、堵料,如果组装操作人员不注意,很容易发生,比如下料孔多,或者模具有保护层垫的时候。
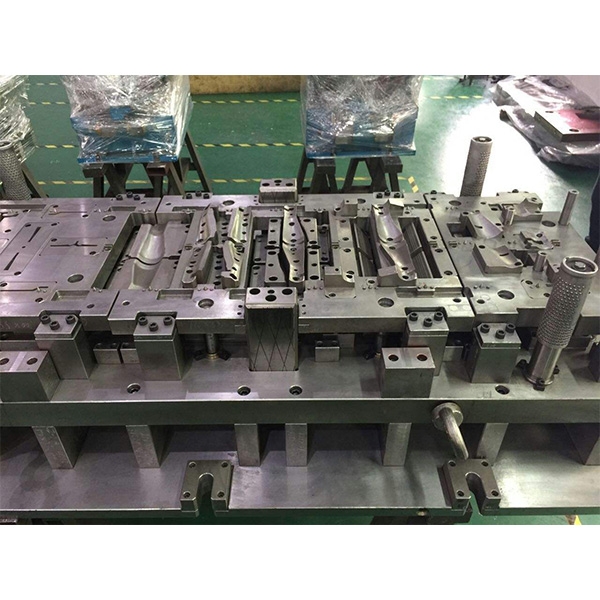
设计方案的加工工艺:模具抗压强度不够,创口间隙太近,模具设计不科学,模板块数不足,缺少垫块和垫脚。
调质处理:热处理淬火加工工艺不当造成形变

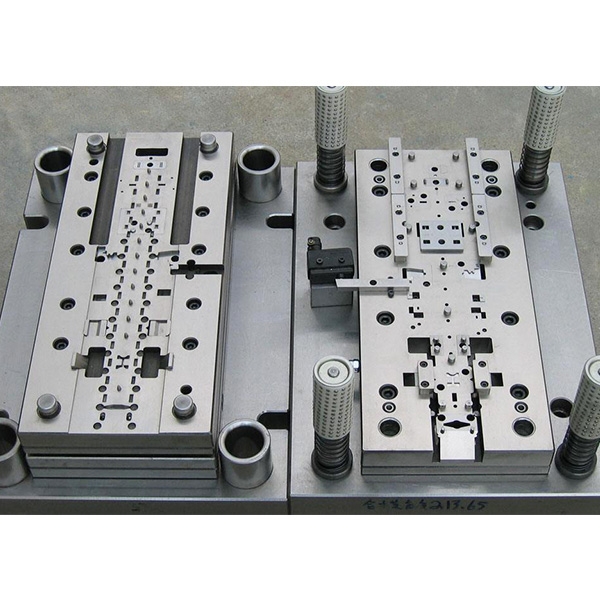
线割疏忽大意:地吊线线割,线割空隙解决错误,没清角及线割的霉变层危害。冲压模具齿面多选用线切割加工。因为线切割加工的热电效应和电解法功效,使模具制造表层造成薄厚的霉变层,导致表层强度减少,出现轻微裂痕等,导致线切割加工的冲压模具易产生初期损坏,即危害模具冷冲压空隙的维持及齿面十分容易崩刃,减少模具使用寿命。所以,在线切割加工中,应挑选有效的电规准,尽量避免霉变层深层。
高速冲床机器设备的采用:高速冲床吨数,冷冲压力不足,调模大概过深。冲压机床(如冲压机)的精密度与刚度,对五金冲压模具使用寿命极为重要。冲压机床的高精度、刚度好,冲压模具使用寿命大幅提升。