联系人:黄亚明
电话:13903267250
QQ:812701437
地址:河北省廊坊市霸州市康仙庄乡薛各庄村
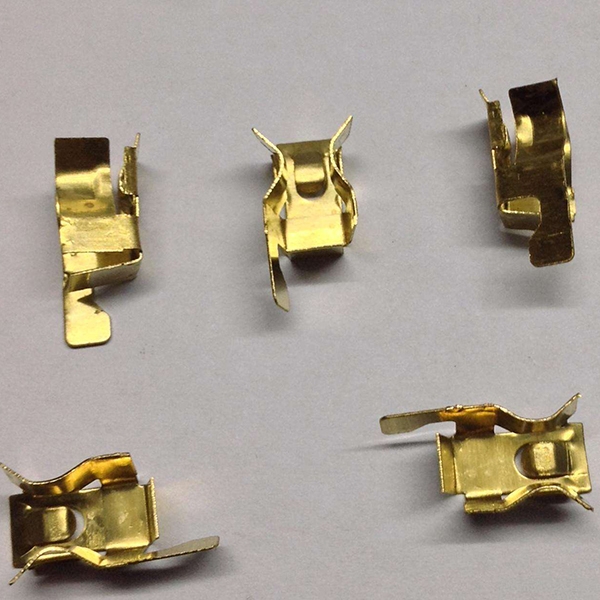
今天为大家介绍的相关知识内容是——五金冲压件不均匀的原因及解决方法是什么?
五金冲压件是指五金被外压分离或塑性变形,从而得到所需的冲压件,称为五金冲压件。但五金冲压件在落料过程中由于因素不同,会造成冲压产品表面不平整,因此在冲压过程中应严格控制冲压成形工艺。那么,五金冲压件不均匀的原因及解决方法是什么?是什么呢?怎么解决?接下来给大家介绍一下。希望可以对大家有所帮助。
一、五金冲压件不均匀的原因:
1、冲压件拉条时模具产生铁屑。
2、冲压件模具材料的切割设计不合理。
3、冲压件模拉伸模排气孔位置设计不合理。
4、切断冲压件线圈时,表面会留下毛刺或产生铁屑。
5、冲压件线圈存放时或冲压线圈在物流过程中表面有污垢。
6、冲压机械手设置不合理,导致板材进入模具时发生碰撞。

二、解决五金冲压件不均匀的方法:
1、切割模具的检查和校正:切割过程后不平整的原因是切割的过程当中会产生铁粉,所以冲压前一定要观察铁粉,避免不平整的现象。
2、拉伸模的检查和校正:拉伸模需要定期进行检查和维护,以减少凹凸现象的发生,保持稳定状态。通常的做法是使用样品检查粘合环的粘附划痕和加工表面(模具圆角和冲压圆角)。
3、检查横截面:切割线圈的时候,切割模具的磨损和损坏会导致大量细铁粉粘附在刀刃上。因此,在冲压生产之前,需要检查材料区域或冲压线,检查双切面,及时清理板材,去除毛刺。
4、合适的机械手速度:对于半自动拉延模生产,当拉延冲头位于下模位置,机械手速度快时,毛刺会落在冲头上部,造成凸凹。为了避免这个问题,我们可以在生产前对工件进行卸料试验,合理设置机械手的速度和卸料角度,使其不接触工件和下模。
5、清片装置的检查:冲压生产前,必须同时检查和修整,才能更有效地清洗板材,这也是非常必要的,要注意滚筒和清洗油的质量。详细方法是在钢板上刷红色漆,使其干净、安定,并在去除之前检查红色漆的形状。如果去除率不符合标准,必须检查清洗,缺少时必须及时切断清洗油。
以上五金冲压件不均匀的原因及解决方法在此分享。我们在进行五金冲压的时期,在设计五金冲压模具时要遵循相关原则,严格遵守五金冲压件的工艺要求和技术要求,提高冲压工人的专业技能,才能更好地提高五金冲压件的质量。