
联系人:黄亚明
电话:13903267250
QQ:812701437
地址:河北省廊坊市霸州市康仙庄乡薛各庄村

凸模凹模以及模芯组装完毕后,要对照料带做必要检查,各部位是否装错或装反,检查凹模和凹模垫块是否装反,落料孔是否堵塞,新换零件是否需要偷料,需要偷料的是否足够,模具需要锁紧部位是否锁紧。注意做脱料板螺丝的锁紧确认,锁紧时应从内至外,平衡用力,交叉锁紧,不可先锁紧某一个螺丝,再锁紧另一个螺丝,以免造成脱料板倾斜,导致凸模断裂或模具精度降低。安新精密五金冲压件定制下面为您介绍脱料板的维护:脱料板的拆卸可先用两把起子平衡撬起,再用双手平衡使力取出。精密五金冲压件遇拆卸困难时,应检查模具内是否清理干净,锁紧螺丝是否全部拆卸,是否应卡料引起的模具损伤,查明原因再做相应处理,切不可盲目处置。

冲压部件是数控冲床机械部分的重要部件,主要由压力、轴承、压停装置、自动夹紧和排屑装置组成。精密五金冲压件设备数控冲床冲压部件的润滑、冷却与密封是冲床使用和维护过程中值得重视的几个问题。首先,良好的润滑效果,可以降低轴承的工作温度和延长使用寿命;为此,在操作使用中要注意到:低速时,采用油脂、油液循环润滑;高速时采用油雾、油气润滑方式。但是,在采用油脂润滑时,压力轴承的封入量通常为轴承空间容积的10%,切忌随意填满,因为油脂过多,会加剧压力发热。安新精密五金冲压件定制对于油液循环润滑,在操作使用中要做到每天检查压力润滑恒温油箱,看油量是否充足,如果油量不够,则应及时添加润滑油;同时要注意检查润滑油温度范围是否合适。
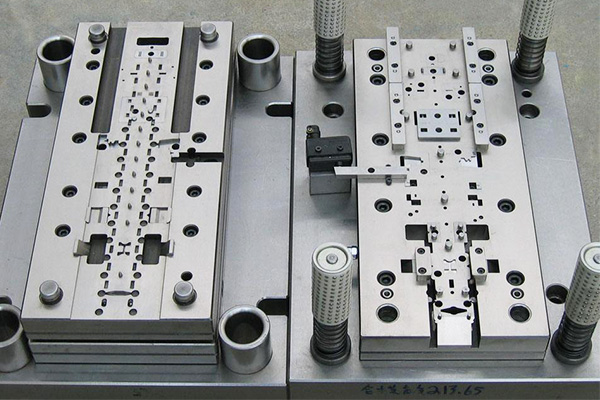
冲压模具组装后,首先测量其整体高度是否符合设计要求。如果有高度,仔细检查原因。安新精密五金冲压件定制下面为您介绍导柱与导套的配合间隙应符合设计要求,各部分应均匀。导柱和导套转入上下凹凸模后,其轴心线须与凹凸模端面垂直,上下凹凸模端面平行。精密五金冲压件模架装配好后,观察上模座沿导柱上下滑动是否顺畅。模柄在装入上模座后其轴心线须与凸模端面垂直,其误差不应超过0.05mm。导柱装好后正常情况下应该距离凹模模座下端面1-2mm,如果选择B导套,距离凸模模座上端面也应该是1-2mm。凹凸模之间配合间隙均匀一致,符合设计要求。

在冲压模具设计中,模具材料的选择、热处理和表面处理,尤其是金属拉深件。丝带设计是对产品成型过程的分析,基本上决定了模具是否成功。安新精密五金冲压件定制提醒大家在设计料带之前,必须了解零件的公差要求,如材料性能、冲头吨位、冲头台、SPM(每分钟冲头次数)、送料方向、送料高度、模具厚度要求、材料利用率、模具使用寿命等。五金冲压件定制在设计料带时,应同时进行CAE分析,主要考虑材料的细化率,多与客户沟通。试模时,一定要慢慢将上模合下,对于有拉伸工序时,一定要用保险丝试料位厚度,料位间隙达到材料厚度后再试模,刀口一定要先对好。拉延筋请使用活动镶件,以便于调节拉延筋的高度。基准孔、基准面一定要模具配好后再将产品放在检具上测量,或送去CMM做3D报告。



