
联系人:黄亚明
电话:13903267250
QQ:812701437
地址:河北省廊坊市霸州市康仙庄乡薛各庄村

在级进模中,冲压件通过周围的边角料形成冲压件的形状。冲压件翻扭的主要原因是冲裁力的影响。霸州优质冲压件定制接下来为您介绍冲裁时,由于冲裁间隙的存在,材料在模具的一侧拉伸(材料向上翘曲),在冲头的一侧压缩。当使用卸料板时,物料被卸料板挤压,以防止模具侧的物料向上翘曲。此时,材料的应力状态也随之改变。随着出料板压力的增加,靠近冲头侧的材料被拉伸(压缩力趋于减小),而模具面上的材料被压缩(拉伸力趋于减小)。优质冲压件产品的翻转是由模具面上的材料拉伸引起的。因此,在冲裁过程中,压料和压料是防止冲压件翻转和扭曲的关键。
模具冲压件加工流程步骤:底面加工,加工量保证。优质冲压件铸坯基准对准、2D和3D轮廓余量检查;2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);半精加工前,侧基准面的找正确保精度;半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;检验复查加工精度。霸州优质冲压件定制接下来为您介绍钳工镶作工序;精加工前,工艺基准孔基准面找正,镶块余量检查。

公称压力:金属冲压设备曲柄压力机的公称压力,是指滑块距下死点一定距离或曲柄距下死点旋转一定角度时,滑块上允许的大力;例如,J31—315压力机的公称压力为3150KN,这意味着当滑块距离下止点10.5mm或曲柄旋转到下止点20°时,滑块上允许的大力为3150kN公称压力是压力机的一个主要技术参数,我国的压力公称压力现已系列化。优质冲压件滑块行程:它是指滑块从上死点到下死点所经过的距离,其大小随着工艺用途和公称压力的不同而不同;例如,冲裁用的压力机行程较小,拉深用的压力机行程较大。霸州优质冲压件定制下面为您介绍行程次数:它是指的滑块每分钟从上死点到下死点,然后在回到上死点所往复的次数,一般小型压力机和用于冲裁的压力机行程次数较多,大型压力机和用于拉深的压力机行程次数较少。

闭合高度,它是指滑块位于下死点时,滑块下平面到工作台上平面的距离;当闭合高度调节装置将滑块调整到高的位置时,闭合高度大,称为较大闭合高度;当滑块调整到低位置时,闭合高度从大到小可以调节的范围称为闭合高度调节量;装模高度;当工作台面上装有工作垫板,并且滑块位于下死点时,滑块下平面到垫板上平面的距离称为装模高度。霸州优质冲压件定制下面为您介绍较大闭合高度状态时的装模高度称为较大装模高度,较小闭合高度状态时的装模高度称为较小装模高度;装模高度与闭合高度之差为垫板厚度;连杆调节长度;连杆调节长度又称为装模高度调节量。优质冲压件设备曲柄压力机的连杆通常做成两部分,使其长度可以调整;通过改变连杆长度可以改变压力机的闭合高度,以适应不同闭合高度模具的安装要求。

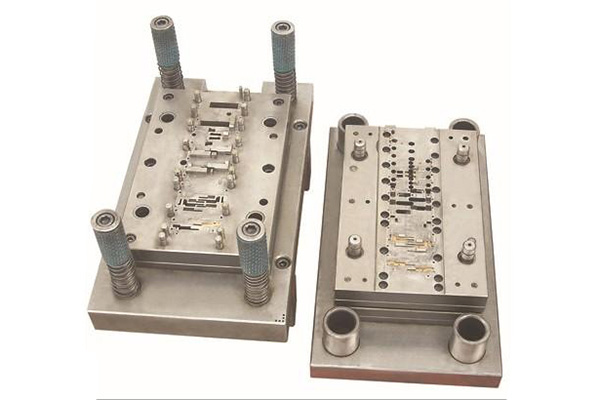
五金冲压模具也称冷冲模,冷冲模在对不同工件加工时,需选不同冲压设备为承载体。优质冲压件根据工件的大小、厚薄不同,选择不同吨位的冲压机床。冷冲模的加工工序不同,则有不同的类别。下面我们来了解一下冷冲压模有哪些类别。单冲模:单冲模是模具当中较简单的一种模具,对部品制作,一个行程即可完成。在冲压行程的一个完整动作后,只完成一道冲压工序的五金模具均为单冲模。霸州优质冲压件定制下面为您介绍复合模:模具工作时一个行程只有一个工序或一个动作。在冲压机的一次行程运作后,在同一工序同时完成两道或两道以上五金冲压工序的模具称之为复合模。复合模所能制作工件的难易程度远高于单冲模,造价也相比单冲模。



