
联系人:黄亚明
电话:13903267250
QQ:812701437
地址:河北省廊坊市霸州市康仙庄乡薛各庄村

钣金弯曲时的变形特点,分析变形前后工件的侧壁网格和截面。精密注塑模具变形区主要出现在弯曲部分的圆角部分,平直部分不变形,只是刚性移动。拉萨精密注塑模具中心从弯曲件变形区的横断面来看,对于窄板(宽度与厚度之比b/t>3)弯曲,其横断面几乎保持不变,仍为矩形。这是由于板料的相对宽度b/t直接影响板料沿着宽度方向的应变,进而影响应力的缘故;因而b/t不同,其应力和应变状态也不相同;无论窄板还是宽板,在变形区内,纵向金属纤维长度发生了变化,内层(靠凸模一侧)纵向纤维受压而缩短,外层(靠凹模一侧)纵向纤维受拉而伸长;由于从内表面到外表面,其纵向纤维的长度是连续变化的,因而在内层与外层中间存在一个既不伸长也不缩短的中间层,称为应变中性。
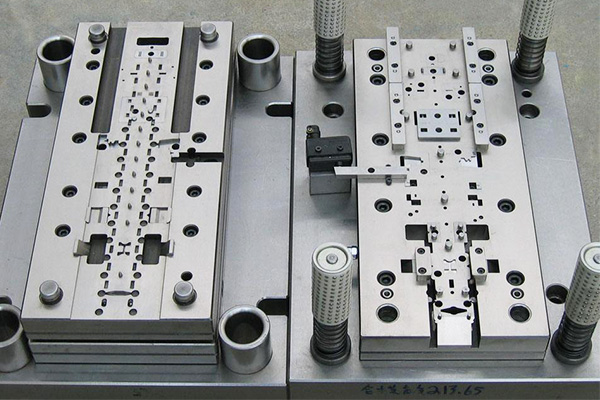
在级进模中,冲压件通过周围的边角料形成冲压件的形状。冲压件翻扭的主要原因是冲裁力的影响。拉萨精密注塑模具中心接下来为您介绍冲裁时,由于冲裁间隙的存在,材料在模具的一侧拉伸(材料向上翘曲),在冲头的一侧压缩。当使用卸料板时,物料被卸料板挤压,以防止模具侧的物料向上翘曲。此时,材料的应力状态也随之改变。随着出料板压力的增加,靠近冲头侧的材料被拉伸(压缩力趋于减小),而模具面上的材料被压缩(拉伸力趋于减小)。精密注塑模具产品的翻转是由模具面上的材料拉伸引起的。因此,在冲裁过程中,压料和压料是防止冲压件翻转和扭曲的关键。

廊坊线切割加工厂家下面为您介绍线切割工作液使用性能的优劣不仅仅影响到人们可以直观感觉到的加工工艺指标,如切割速度、表面质量、表面均匀性等而且还影响到其他的诸多因素,如:加工的稳定性。精密注塑模具加工稳定性不佳就十分容易产生短路、开路或交替出现,极易造成加工表面不平整甚至引起断丝,珠村线切割加工,线切割加工,导致加工无法继续或工件报废。这种情况通常出现在对厚工件或难加工材料(硬质合金、磁钢、紫铜)进行加工时。接下来为您介绍电极丝的损耗及使用寿命。由于性能不佳的工作液不能很好地对加工区里地电极丝进拉萨精密注塑模具中心行充分冷却,同时由于切缝中地润湿性不好,加大了电极丝地磨损及拉长,从而会大大降低电极丝的损耗及使用寿命。

加工精度高的模具通常由凹模、凸模和模架组成,其中一些可能是多片分体模块。所以上下模的组合,镶块与型腔的组合,模块之间的组合都要求加工精度高。精密冲压模具的尺寸精度往往达到微米水平。精密注塑模具复杂的形状和表面,如汽车面板、飞机零件、玩具、家用电器等,具有曲面组合的形状,因此模具型腔表面更加复杂。有些表面需要通过数学计算来处理。批量小模具的加工生产不是批量生产。多模加工通常采用铣削、镗孔、钻孔、铰孔和攻丝等工序。拉萨精密注塑模具中心反复性投产模具的使用是有寿命的。当一副模具的使用超过其使用寿命时,就要更换新的模具,所以模具的生产往往有重复性的。

要拆卸金属冲压模具中的卸料板,首先用两把螺丝刀平衡并撬起,然后用双手平衡并取出力。精密注塑模具拆卸困难时,检查模具是否干净,锁紧螺钉是否完全拆卸,是否有夹料造成的模具损坏等,并尽快查明原因;在组装五金冲压件模具中卸料板时应先将凸模和卸料板清理干净,在导柱和凸模导入处加润滑油,将其平稳放入,再用双手压到位,并反复几次;如太紧应查明原因。拉萨精密注塑模具中心接下来为您介绍固定板有压块的要检查卸料背板上偷料是否足够,卸料板与凹模间的材料接触面,长时间冲压产生压痕(卸料板与凹模间容料间隙一般为料厚減0.03-0.05mm,当压痕严重时,会影响材料的压制精度,造成产品尺寸异常、不稳定等,需对卸料镶块和卸料板进行维修或重新研磨。



