
联系人:黄亚明
电话:13903267250
QQ:812701437
地址:河北省廊坊市霸州市康仙庄乡薛各庄村
同等条件下,根据不同零件的质量要求和冲压件的生产实践,冲压间隙可以比下料间隙适当增大;在冲压件加工冲小孔时(一般为孔径小于料厚)时,凸模易折断,间隙应取大值;但这时要采取有效措施,防止废料回升;硬质合金冲裁模应比钢模的间隙大30%左右;复合膜的凸凹模壁单薄时,为防止胀裂。泰安冲压件加工中心根据不同产品质量要求,实践把握放大冲孔凹模间隙;硅钢片随含硅量增加,间隙相应取大些,由实验确定放大间隙量。精密冲压件加工中心接下来为您介绍冲压件加工中采用弹性压料装置时,间隙可大些,放大间隙量根据不同弹压装置的实际应用测定。
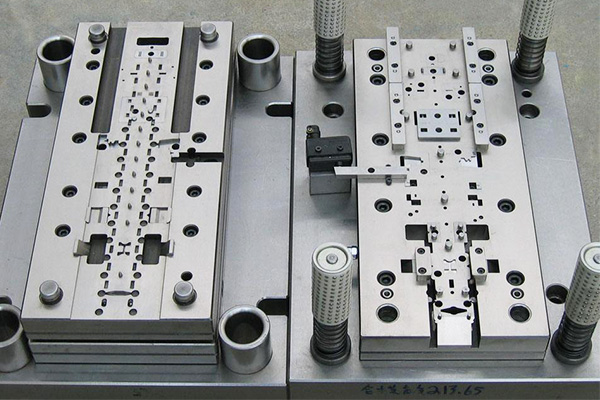
冲压模具是依靠冲压机和磨具释放板、带、管件和铝材上的外力,引起塑性变形或分离,进而获得所需外观和规格的钢件(冲压件)的成型生产加工方法。冲压模具和锻造属于塑性变形生产加工(或工作压力生产加工),统称为锻造。精密冲压件加工毛坯材料的关键是热轧和冷轧厚钢板和钢链。泰安精密冲压件加工中心下面为您介绍世界钢铁人才中,60~70%是板材人才,大部分是冲压模具制造的。车身、汽车底盘、汽车油箱、散热器板、工业锅炉汽包、容器外壳、电机变压器铁芯、家用电器铁芯均采用冲压件加工。仪器仪表、电器产品、自行车、企业办公机械设备、食品、服装、住房和交通运输容器等。还有很多冲压件。现在在冲压机床的应用中,可以应用防锈剂和冲压件加工油。
选用冲压件五金配件的型号、规格和功能应符合现行的尺度和相关的分界,并与塑钢门窗的选用相匹配。五金配件、五金配件、门窗锁、拉手等。应在门窗扇放入窗框后组装,位置准确,开关灵活。宽度大于1m的推拉窗,或双层玻璃门窗,应设置双滑轮,或选用旋转滑轮。精密冲压件加工工作时应配有带紧固螺钉的五金件,并配有金属衬板。衬板的厚度至少应为紧固件间距的两倍。它们不应固定在塑料型材上,也不应衬有非金属。安装金属冲压件后,小心避免生锈和损坏。泰安精密冲压件加工中心提醒大家在日常应用时要轻关轻开,避免硬关硬开,造成破坏。不噪音,有了当初的尼龙轮。它岂但推拉起来不噪音,而且顺畅,轻巧,应用寿命不比以上各种滑轮短。

检查冲压件加工产品图纸的工艺性,认真分析研究金属冲压件的形状特征、尺寸和精度要求,所用材料的机械性能、工艺性能和使用性能,以及回弹、翘曲、变形和松弛的可能性,从而了解其对冲压件加工难度的影响。精密冲压件加工分析图纸时,应特别注意零件的极限尺寸、尺寸公差、设计基准和其他特殊要求。由于这些因素,对确定所需的工艺性能、数量和排列顺序,以及金属冲压件的冲压定位方式、模具结构和制造精度的选择都有着重大影响。泰安精密冲压件加工中心下面为您介绍评审产品图的可制造性的目的是为了明确零件是否适合冲压加工,用冲压方法制造是否经济合理,需要解决哪些技术问题。

模具冲压件加工流程步骤:底面加工,加工量保证。精密冲压件加工铸坯基准对准、2D和3D轮廓余量检查;2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);半精加工前,侧基准面的找正确保精度;半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;检验复查加工精度。泰安精密冲压件加工中心接下来为您介绍钳工镶作工序;精加工前,工艺基准孔基准面找正,镶块余量检查。



